pvc-asso.ir
نواقص در قالب گیری تزریقی و راهکارها (8)
 این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش هشتم آن را پیش روی دارید.
این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش هشتم آن را پیش روی دارید.
سرویس ترجمه انجمن لوله و اتصالات پی وی سی:
برای مطالعه بخش اول اینجا را کلیک کنید.
برای مطالعه بخش دوم اینجا را کلیک کنید.
برای مطالعه بخش سوم اینجا را کلیک کنید.
برای مطالعه بخش چهارم اینجا را کلیک کنید.
برای مطالعه بخش پنجم اینجا را کلیک کنید.
برای مطالعه بخش ششم اینجا را کلیک کنید.
برای مطالعه بخش هفتم اینجا را کلیک کنید.
7- خط جوش (weld line):
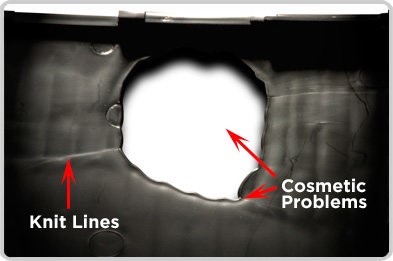
ظاهر شدن خط جوش روی قطعه زمانی اتفاق می افتد که مذاب پلاستیک از دو طرف مخالف جریان میابد و وقتی که به هم می رسند در قطعه پلاستیکی به صورت خط جوش یا خط تلاقی دو جریان مذاب ایجاد می شود خط جوش ناشی از به هم رسیدن دو یا چند جبهه جریان است زمانی که سفت شدن(انجماد) جزئی در مذاب پلاستیک وجود دارد
اقدامات اصلاحی
با اصلاح در طراحی قطعه
تغییر مذاب پلاستیک به موادی با ویسکوزیته کمتر
تغییر شرایط قالب گیری تزریقی
افزایش دمای قالب یا مذاب پلاستیکی
افزایش سرعت تزریق
افزایش گاز گیری
تغییر طراحی قالب
تنظیم طراحی الگوی جریان که از یک منبع جریان باشد
8-لایه لایه شدن سطح(delamination)
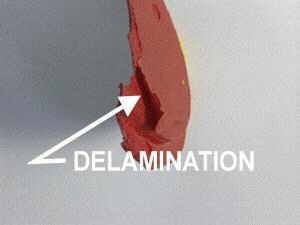
لایه لایه شدن به دلیل مواد آلوده در قطعه ظاهر می شود این لایه ها مانند پوشش ظاهر می شود و معمولا کنده می شود. مواد خارجی راهی جدا از مذاب پلاستیکی در تشکیل محصول نهایی در پیش می گیرد زیرا آلودگی و پلاستیک باهم پیوندی ایجاد نخواهند کرد. واقعیت این است که نبود یکپارچگی لازم در مواد مذاب نه تنها بر ظاهر قطعه تاثیر می گذارد بلکه بر استحکام قطعه تاثیر گذار است. آلودگی به عنوان یک نقص محبوس شده در مذاب پلاستیک عمل می کند. زمانی که دمای پلاستیک و قالب بسیار پایین باشد. اختلاف دما بین دیواره های خارجی و لایه سیال منجر به ایجاد پوشش سخت نازک می شود که بعدا کنده می شود.
اقدامات اصلاحی
اصلاح در طراحی قطعه
- برای جلوگیری از ایجاد تغییرات ناگهانی در طراحی قطعه، گوشه های تیز و ناصاف را پولیش دهید
با تغییر شرایط قالب گیری تزریقی
- قبل از قالب گیری، پلاستیک را از قبل خشک کنید (رطوبت زدایی)
- افزایش دمای قالب
- عدم اختلاط مواد آسیابی کثیف
با تغییر طراحی قالب
- تمرکز بر مکانیسم تزریق در طراحی قالب برای کاهش یا حذف عوامل رها کننده در قالب
- علائم سوختگی (BURN MARKS)

علائم سوختگی تغییر رنگی است که معمولا شبیه زنگ زدگی بر روی سطح نمونه های قالب گیری تزریقی ظاهر می شود.
علائم سوختگی ناشی از تخریب مواد پلاستیکی به علت گرمای بیش از حد و یا سرعت تزریق بسیار بالاست.همچنین می تواند به علت گرمای بیش از حد حباب های محبوس شده باشد که در سطح قطعه قالب گیری شده به صورت سوختگی نمایان میشود.
اقدامات اصلاحی
اصلاح طراحی قطعه تزریقی
• ویسکوزیته مذاب پلاستیک را کاهش دهید که منجر به فرار گاز محبوس شده می شود
تغییر شرایط قالب گیری تزریقی
• کاهش سرعت تزریق
• کاهش دمای مذاب و قالب
• کاهش دور مارپیچ
تغییر طراحی قالب
• افزایش گاز گیری در قالب و جلوگیری از محبوس شدن هوا
2- فواره زدن (Jetting)
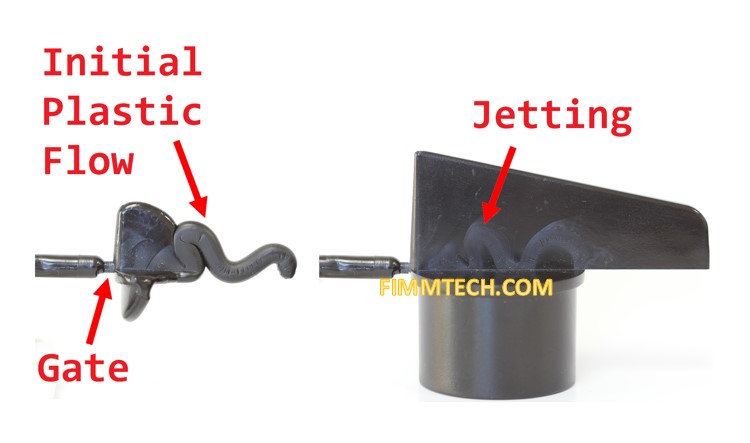
فواره زدن به وضعیتی اشاره دارد که مذاب پلاستیک به علت سرعت بالای تزریق روی سطح قالب قرار نمی گیرد و مذاب پلاستیک در حالتی منجمد می شود که جریان های موج دار روی قطعه قالب گیری شده تزریقی نمایان می شود. فواره زدن معمولا زمانی اتفاق می افتد که دمای قالب بسیار پایین است و ویسکوزیته مذاب پلاستیک بسیار بالاست در نتیجه مقاومت به جریان از درون قالب افزایش می یابد. زمانی که پلاستیک در تماس با دیواره های قالب قرار می گیرد، بلافاصله سرد شده و ویسکوزیته افزایش می یابد . موادی که پشت آن جریان می یابد، مذاب پلاستیک جلوتر را به جلو هل می دهد و علائم خراشیدگی را بر روی سطح قطعه نهایی بر جای می گذارند.
اقدامات اصلاحی
با تغییر شرایط قالب گیری تزریقی
• افزایش دمای مذاب و قالب
• کاهش سرعت تزریق
با تغییر طراحی قالب
• اندازه گیت را افزایش دهید، بنابراین سرعت تزریق کمتر خواهد شد
• قرار گیری گیت در ضخیم ترین بخش قالبگیری
• طراحی بهینه گیت برای اطمینان از تماس کافی بین مذاب پلاستیک و قالب
.gif)
.gif)


Comments