3 Dec 2018
pvc-asso.ir
نواقص در قالب گیری تزریقی و راهکارها (2)
 این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش دوم آن را پیش روی دارید.
این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش دوم آن را پیش روی دارید.
سرویس ترجمه انجمن لوله و اتصالات پی وی سی:
برای مطالعه بخش اول اینجا را کلیک کنید.
2-اثر جریان (flow marks)
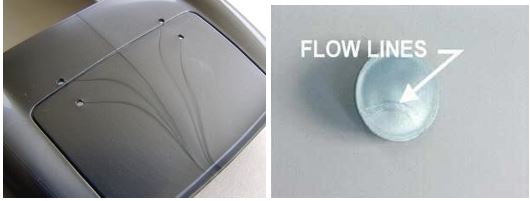
خطوط جریان پدیده ای است که زمانی پلاستیک در درون قالب تزریق جریان می یابد، یک الگوی خطی و راه راه در نزدیک محل گیت تشکیل می شود. دمای پایین مذاب و دمای پایین قالب می تواند منجر به سرد شدن سریع مواد در حفره می شود و ماده منجمد شده فوم خطوط جریان را میسازد. این پدیده هنگامی رخ می دهد که جریان پلاستیک از درون بخش هایی با ضخامت دیواره مختلف عبور می کند و زمانی که سرعت تزریق بسیار پایین است منجر به منجمد شدن پلاستیک در سرعت های مختلف می شود.
اقدامات متقابل
اصلاحات در طراحی قطعه
- ضخامت دیواره در طراحی قطعه یکنواخت باشد
- سعی کنید از تغییر ناگهانی ضخامت دیواره ماده جلوگیری کنید تا از هر گونه تغییر ناگهانی در جهت و جریان مواد جلوگیری شود
با تغییر شرایط قالب گیری تزریقی
- افزایش دمای قالب
- افزایش دمای سیلندر و نازل
- افزایش سرعت و فشار تزریق در یک سطح بهینه که از پر شدن حفره ها اطمینان حاصل شود
با تغییر طراحی قالب تزریق
- سایز گیت و سیستم رانر را برای برخی قالب ها و مواد خاص افزایش دهید
- طول اسپرو را کوتاه کنید و یا از طراحی رانر داغ به جای طراحی رانر سرد استفاده کنید.
ادامه دارد...
.gif)
.gif)


Comments