pvc-asso.ir
نواقص در قالب گیری تزریقی و راهکارها (3)
 این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش سوم آن را پیش روی دارید.
این سری مطالب به نواقص در قالب گیری تزریقی و راهکارهای حل این مسئله می پردازد. اکنون بخش سوم آن را پیش روی دارید.
سرویس ترجمه انجمن لوله و اتصالات پی وی سی:
برای مطالعه بخش اول اینجا را کلیک کنید.
برای مطالعه بخش دوم اینجا را کلیک کنید.
4- فرورفتگی (SINK MARKS):
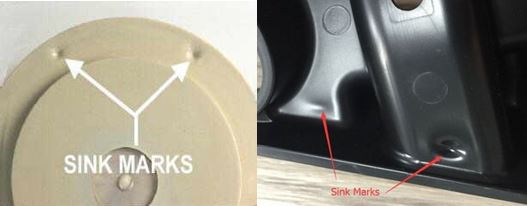
علائم فرو رفتگی و یا حفره های کوچک در نواحی ضخیم تر قطعات قالب گیری تزریقی به وجود می یابد زمانی که شرینکیج ( جمع شدگی) در قسمت داخلی محصول نهایی رخ می دهد. علائم فرورفتگی و یا حفره ها در سطح بیرونی اجزای قالب گیری شده پدید می آید.
علائم فرورفتگی به عنوان مشکلی در کیفیت ظاهری مورد نیاز در نظر گرفته می شود. علائم فرورفتگی در هنگام خنک شدن پلاستیک ذوب شده و تبدیل به حالت جامد رخ می دهد. پلاستیک ذوب شده در قالب شروع به خنک شدن و منجمد شدن از سطح قالب می کند. همانطور پلاستیک به خنک شدن و سخت شدن از خارج ادامه می دهد ، باعث تغییر در حجم پلاستیک می شود ( انقباض حجمی) و پلاستیک از سطح قالب به سمت داخل هنگامی که انقباض حجمی در پلاستیک مذاب رخ می دهد کشیده شود و منجر به نقص ظاهری مربوط به فرورفتگی می گردد. هنگامی که لایه خارجی اجزای قالب گیری شده دارای استحکام کافی برای مقاومت در برابر انقباض حجمی باشد، خلل و فرج در لایه داخلی تولید می شود، در برخی موارد به عنوان مشکل مرتبط با ظاهر نیست. علائم فرورفتگی اغلب زمانی اتفاق می افتد که زمان و یا مکانیسم خنک سازی پلاستیک برای خنک شدن کامل کافی نیست .
اقدامات پیشگیرانه:
با اصلاح طراحی قطعه
• کاهش ضخامت ضخیم ترین دیواره هر بخش، خنک شدن سریع تر را تضمین می کند و به کاهش احتمال علائم فرورفتگی کمک می کند
با تغییر شرایط قالب گیری تزریقی
• افزایش زمان و فشار اقامت
• دمای قالب کاهش یابد
• فشار نگهدارنده افزایش یابد و زمان نگهدارنده برای خنک سازی کافی و مناسب تر طولانی تر شود
• کاهش دمای نازل
با تغییر طراحی قالبگیری تزریقی:
• تغییر موقعیت گیت به طرف دیواره های ضخیم
• افزایش راندمان خنک سازی
• تهویه مناسب جایی که هوا محبوس شده است
.gif)
.gif)


Comments