x150(h)px(1).gif)
pvc-asso.ir
محاسبه حداقل نیروی گیره جهت انتخاب مناسب ماشین تزریق پلاستیک
 فشار تزریق نیرویی را بر کویته های قالب وارد می کند که می تواند دو کویته قالب را از یکدیگر جدا کند. برای بسته نگه داشتن قالب ، این نیرو باید توسط ماشین خنثی شود. اگر فشار تزریق از نیروی کلمپ بیشتر باشد قالب باز می شود و خروج پلاستیک در خط جدایش ، در محل باز شدن قالب ، منجر به ایجاد پلیسه در قطعه خواهد شد .
فشار تزریق نیرویی را بر کویته های قالب وارد می کند که می تواند دو کویته قالب را از یکدیگر جدا کند. برای بسته نگه داشتن قالب ، این نیرو باید توسط ماشین خنثی شود. اگر فشار تزریق از نیروی کلمپ بیشتر باشد قالب باز می شود و خروج پلاستیک در خط جدایش ، در محل باز شدن قالب ، منجر به ایجاد پلیسه در قطعه خواهد شد .
در مقابل اگر نیروی گیره دستگاه بسیار بیشتر از مقدار مورد نیاز باشد ، با توجه به قیمت دستگاه تزریق سرمایه قابل توجهی هدر می رود. از این رو انتخاب دستگاه تزریق پلاستیک مناسب به محاسبه دقیق نیروی مورد نیاز گیره وابسته است.
نیرویی که قالب را بسته نگه می دارد به عنوان تناژ کلمپ یا حداکثر نیروی قفل ماشین تزریق با واحدTON یا KN اندازه گیری می شود. با ستفاده از رابطه زیر می توان تناژ مورد نیاز تزریق قطعه را به صورت حدودی بیان کرد.
.jpg)
میانگین فشار تزریق
منظورمیانگین فشار تزریق مواد مذاب ، درون کویته قالب است و ارتباطی با فشار تزریق به عنوان یکی از پارامتر های تنظیمات دستگاه تزریق ندارد. فشار در نقاط مختلف کویته با یکدیگر متفاوت است ، به این صورت که با کاهش ضخامت قطعه یا افزایش ارتفاع قطعه ، فشار مورد نیاز برای تزریق آن افزایش می یابد. فشار در ابتدای اسپرو حداکثر است و در نقاطی از قالب که دیرتر پر می شود حداقل می باشد.
محاسبه دقیق فشار مواد درون قالب کاری هزینه بر و زمان بر است زیرا باید از نرم افزار های شبیه سازی تزریق پلاستیک استفاده کنیم یا قالب به فشارسنج تجهیز گردد که برای محاسبات سریع مناسب نیستند. جهت تخمین سریع میانگین فشار از نمودار زیر استفاده می شود که برای استفاده از آن ابتدا باید ضخامت دیواره قطعه (T) و حداکثر طول مسیر تزریق (L) ، اندازه گیری و نسبت بین آن ها (L/T) محاسبه شود.
.jpg)
سطح قطعه یا مساحت تصویر یافته قطعه :
مساحت تصویر یافته در حقیقت مساحت تصویر دوبعدی قطعه بر روی صفحه عمود بر محور خروج قطعه از قالب(در جهت پران) بر حسب سانتی متر مربع محاسبه می شود. در شکل زیر قسمت هاشور خورده نمونه ای از مساحت تصویر یافته است.
.jpg)
ضریب جنس :
این ضریب برای جبران تاثیرات ویسکوزیته مواد و افزایش دقت نتایج به فرمول بالا اضافه می شود.
|
نوع ماده اولیه |
ضریب جنس |
|
PS , PE , PP |
1 |
|
PA , PBT , PETP |
1.3 – 1.35 |
|
CA,CAB,CAP,EVA,PEEL,PPVC |
1.35 – 1.45 |
|
ABS,ASA/AAS,POM |
1.45 – 1.55 |
|
PMMA,PC+ABS,PC+PBT |
1.55 – 1.70 |
|
PC,PES,PSU,PEEK,UPVC,PEI |
1.70 – 1.90 |
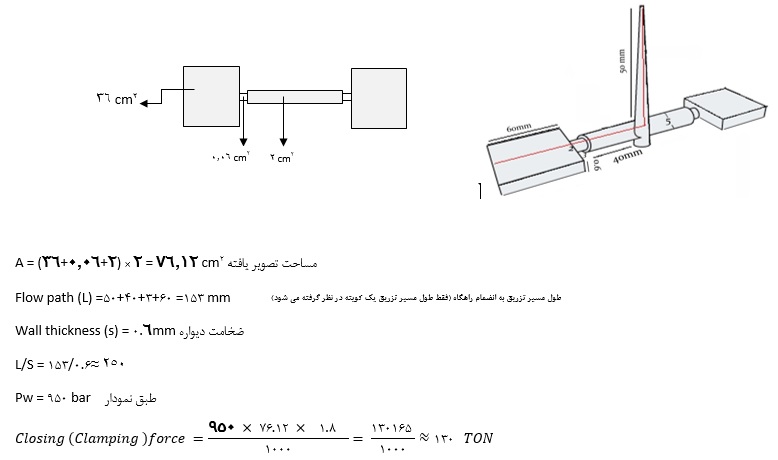
مثال : محاسبه حداقل نیروی گیره مورد نیاز برای تولید یک قطعه با جنس PVC با مشخصات ابعادی زیر :
منابع:
V. Goodship ,"Practical guide to injection moluding" ,rapra technology , uk.2004
احسان کریمی . مهرداد زکی زاده . امین رحمانی /در پیرامون تزریق پلاستیک پلیمر ها /نشر طراح/تهران/1398
تهیه و ترجمه: امین نجفی- کارشناس آزمایشگاه پرنگار پلاستیک
.gif)
.gif)

نظرات